
【メッキ加工】町工場の方
町工場の方へNAKARAIの高い技術力でメッキ加工いたします!


NAKARAIでは、鏡面仕上げを中心とした装飾性の高いメッキ処理を行っております。 他では困難とされる、複雑形状パーツなど技術要求の高いメッキ処理や、むらやザラつき、メッキ剥がれなどが起こりやすいアルミ・亜鉛製品へのメッキ処理も、長年培われてきたノハウと最高級の職人技術によって、光沢感、高級感を最大限に引き出す事が可能です。 お客様からいただいたご注文以上の品質をご提供する事を第一に考え、下地処理を含め、メッキ処理を行う前工程におきましても、入念に研磨、バフ仕上げを行っております。携帯電話や医療機器、インテリア家具や照明機器などの外装品。量産品は勿論の事、試作品から小ロット品まで、高品質にてお応え致します。 また、メッキを応用した部品そのものの修復も新たなメッキ応用技術を駆使して修復し、信頼できる確かな製品としてお届け致します。 NAKARAIでは、独自の品質基準を設けて徹底した品質管理を行っており、 ご希望に応じて品質保障証も発行しております。 手仕事にこだわった最高級の職人技術、長年の経験とノウハウによる輝きのある鏡面仕上げのメッキ処理。NAKARAIは、絶対的な自信を持って皆様へご提供致します。
営業品目
■ニッケルメッキ ■無電解ニッケルメッキ ■クロームメッキ ■クローム1号メッキ ■クロメート ■ユニクロ ■黒クロメート ■化学研磨 ■電解研磨参考画像
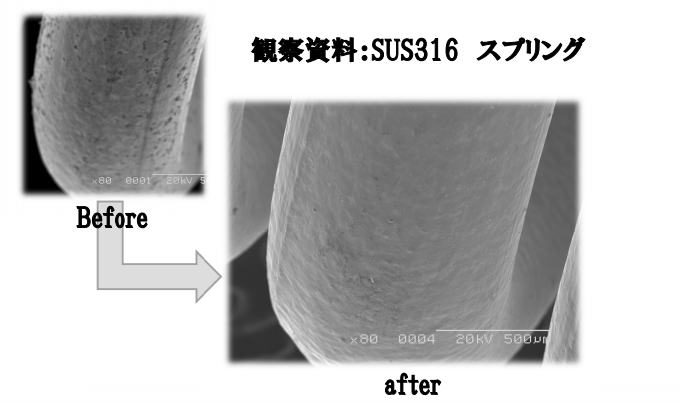
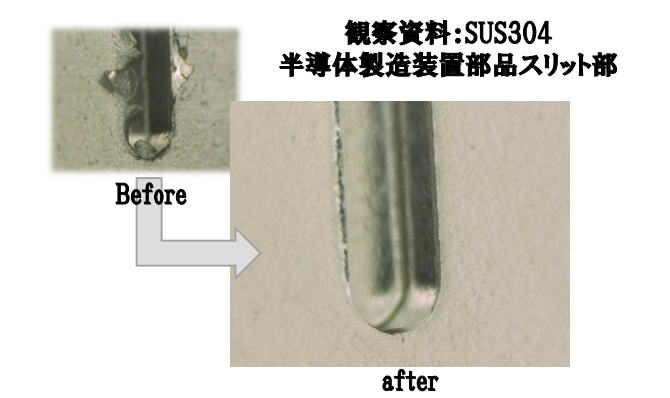
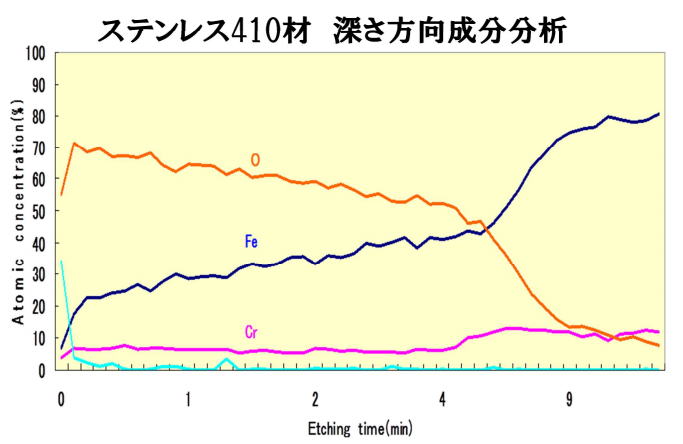
ステンレスへの化学研磨

※画像クリックでメッキ前の状態が確認できます
化学研磨と電解研磨の特徴ですが、微細なバリ取り効果と耐食性向上 材質オーストナイト系の304・316素材に最適
ステンレス部品に化学研磨を施すと光沢のある表面なり、さらにパシベーション処理をすることにより耐食性が向上します。 航空機・自動車・バイク・トラック・医療・半導体・食品・などいろんな分野でステンレス製部品が使われていますが、ステンレス製品にはゴミ・バリの付着、残留物より不具合を起こします。ステンレス製品が多くなった近年には欠かせない化学研磨処理。弊社にご相談くださいませ。
鏡面クロームメッキ

※画像クリックでメッキ前の状態が確認できます
バフ研磨&クロームメッキ得意です!
バフ研磨

バフ研磨・複雑な形状パーツでも磨けます!
クロメート

ユニクロ

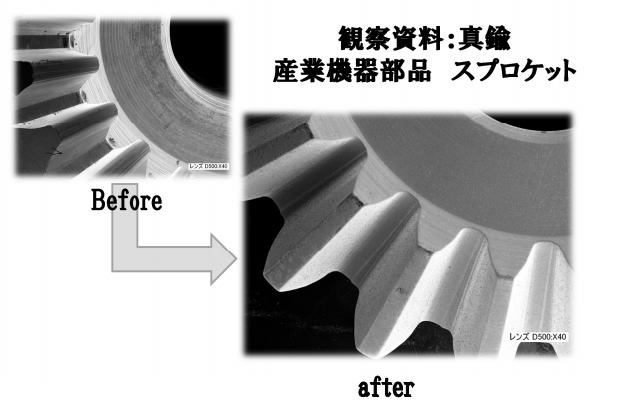
その他参考画像

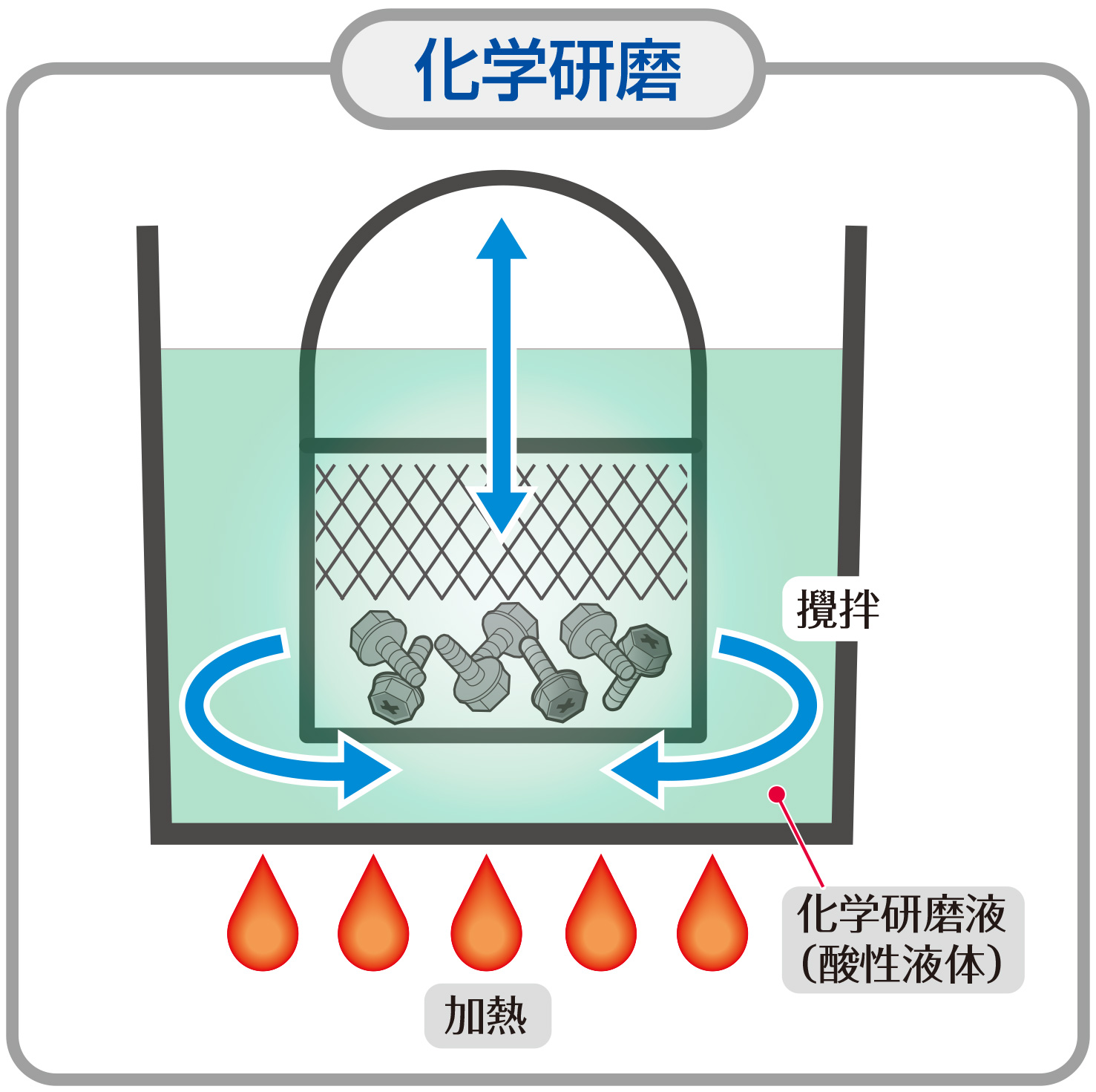
化学研磨とは?
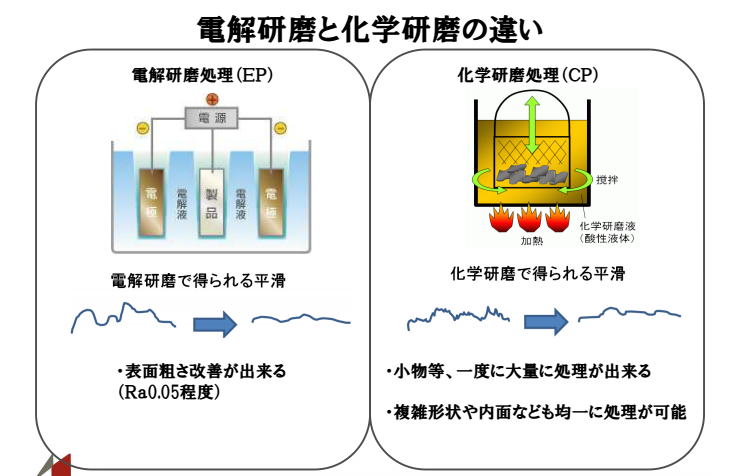
電気を使わず化学研磨薬品に浸漬することにより金属表面を溶かして研磨する処理です。 電解研磨と同様に表面は溶解されることでクリーンな状態となり、平滑化され光沢が出ます。
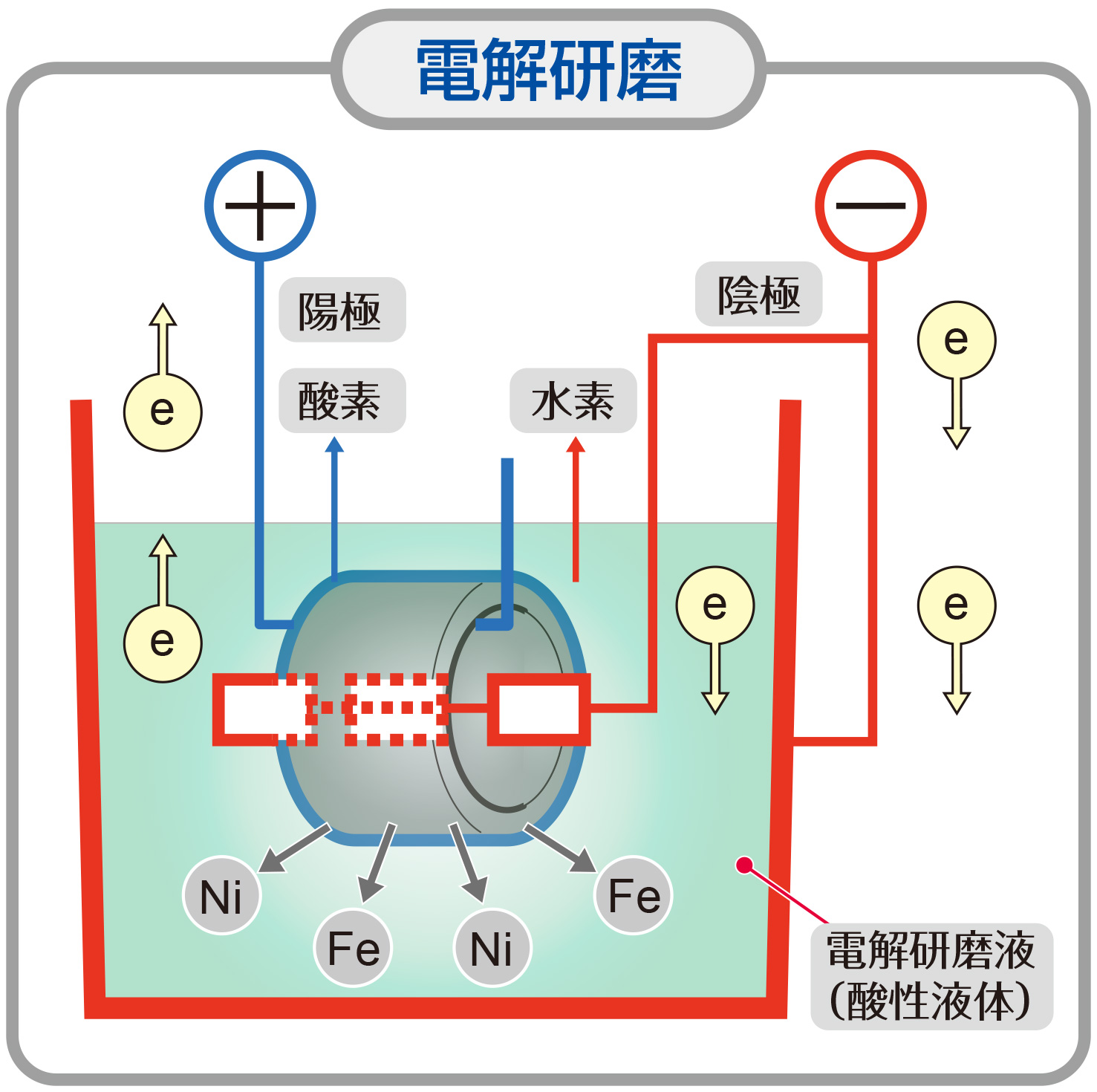
電解研磨とは?
金属に応じた≪電解研磨溶液≫の中で、金属側をプラスとして直流電流を流し、金属溶解とともに金属表面が『平滑化』『光沢化』する現象、を起こす研磨方法。
電解研磨と化学研磨違い
化学研磨の≪参考画像≫
ステンレスへの化学研磨

化学研磨後の表面
電解研磨のステンレスへの≪参考画像≫

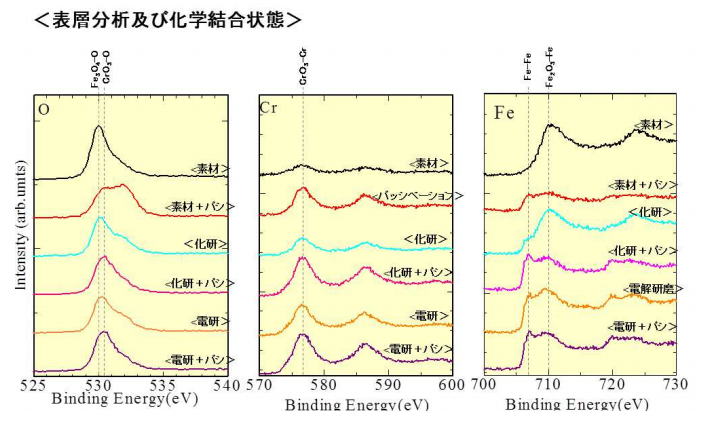
化学研磨の≪機 構≫
化学研磨は酸洗などの単なる金属溶解と異なり、活性態と不導態の中間領域に位置していると考えられ、化学研磨は金属を溶解させる成分と金属表面を酸化させる成分を組合わせたものになっています。 具体的にはステンレス鋼が不導態を維持している強酸中に皮膜を適度に破壊するような物質を加えて行います。研磨面との界面に溶解反応で生じた金属酸化物の拡散層が形成され、金属はこの拡散層を通して液中に塩として拡散溶解していきます。この拡散層と研磨液の界面がほぼ平坦とすれば凸部を覆っている拡散層は薄く拡散速度が速く、凹部は拡散層が厚い為拡散速度が遅いです。又、凸は溶解反応(アノード反応)、凹部は還元反応(カソード反応)が生じ局部電池を形成しながら凸部が溶解して平滑化するとも言われています。
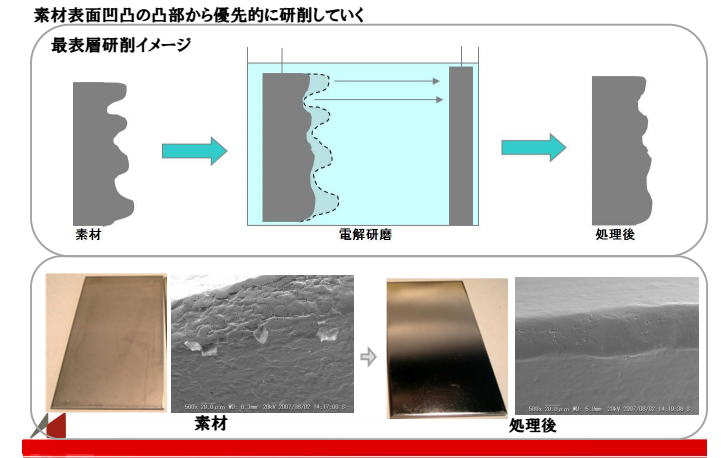
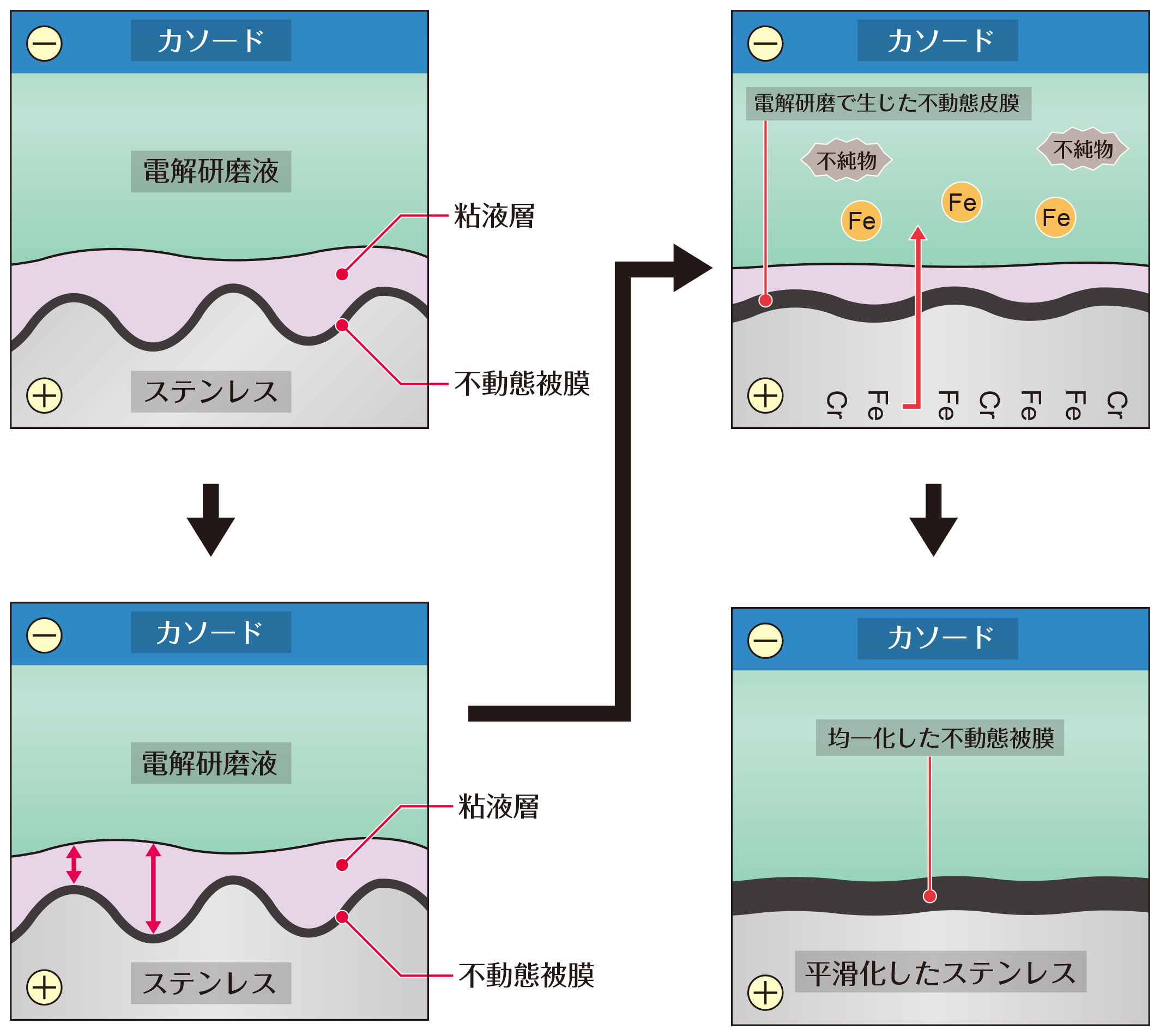
電解研磨の≪機 構≫
ステンレス表面を溶解させることにより、凸部が優先的に溶解し、平滑な研磨面となります。 平滑な研磨面の為、光沢に富み汚れが付き難く、洗浄性のよいクリーンな研磨面となります。 Crに富んだより頑固で安定な不導体皮膜ができるため高い耐食性を持つ研磨面となります。
化学研磨の≪特長≫
表面を溶解することによりクリーンな状態にし、微細な凹凸を除去するため光沢化・平滑化が可能。電気を流さず処理液の溶解力で研磨する事で、複雑形状に対応可能なうえ、ムラを引き起こしにくい。

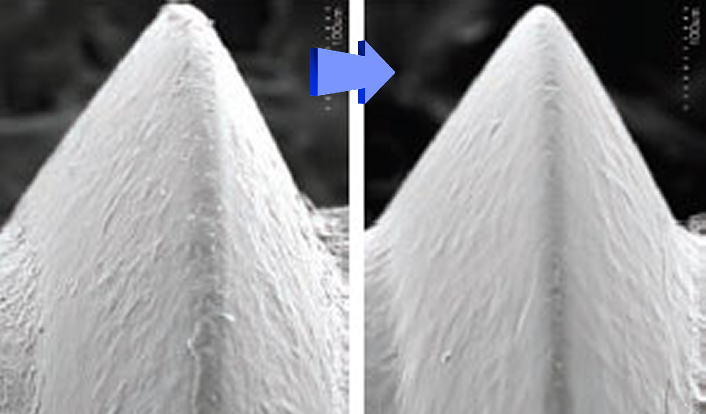
化学研磨の≪平滑 表面観察≫
化学研磨の≪微細バリ除去 表面観察≫
化学研磨の≪利点≫
化学研磨は、電解研磨に比べより、重量、厚みなどの変化量のコントロールが容易な点があります。
電化研磨の≪利点≫
表面の微細な凹凸の凸部分を優先的に溶解できるため光沢化・平滑化し、バフ研磨などの汚れや異物等の除去が可能。研磨面をクリーンな状態にし、不動態皮膜を生成させるため耐食性が向上する。
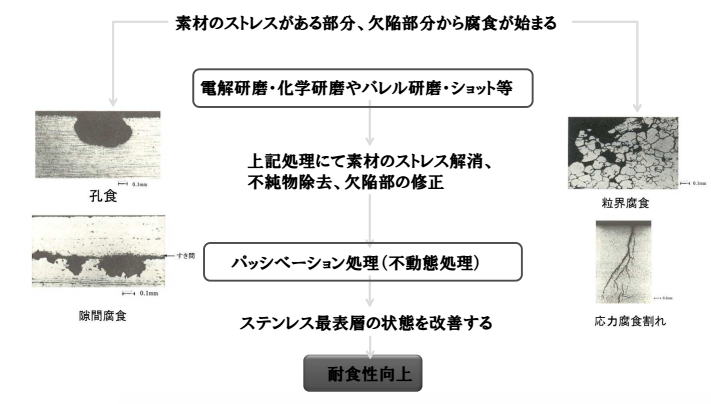
化学研磨・電解研磨の≪耐食性向上≫
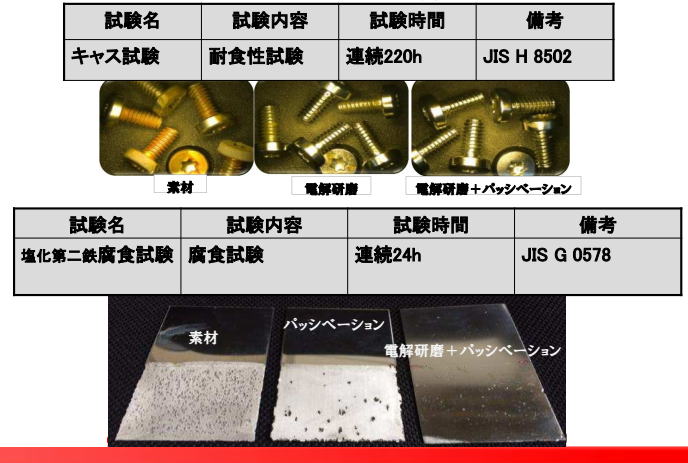
化学研磨・電解研磨の≪腐食試験結果≫
化学研磨・電解研磨の≪分析表≫
化学研磨の≪問題点≫
処理液の溶解力により光沢化・平滑化を引き起こすので処理が進む(クロム・ニッケル・鉄等の金属分が溶解)につれ処理液の変化に伴い溶解パターンに狂いが生じるため、常に液管理の徹底化が求められる。
電解研磨の≪問題点≫
バフ研磨と比較して大きな凹凸や表面粗度が粗いもの、バリを除去するものには不向き。電気の流れが不均一であるとムラを引き起こしやすくなる。平滑化及び光沢化を求めるには、最初にバフ研磨である程度平滑にしてから電解研磨をするをする必要がある。
化学研磨・電解研磨の≪目的≫
■鏡面にしたい
■バリを取りたい
■光沢を出したい
■物理的研磨しにくい場所を研磨
■仕上げ研磨の前工程で利用
■キレイにし商品価値向上
■溶接焼けを取りたい
■より強い耐食性をつけたい
■目に見えない微細汚れ除去
化学研磨は小ロットに対応可能
化学研磨は電解研磨のような冶具・電極等の必要がないため、 初期費用を抑えられ小ロットの処理にも適しています。
電解研磨は量産に対応可能
電解研磨は冶具・電極等を制作しての作業になるため、量産品にの処理に適しています。
化学研磨・電解研磨の≪処理可能な素材≫
■ステンレス
■ステンレス・オースナイト系304
■ステンレス・オースナイト系316
■ステンレス・オースナイト系400・対応可能だが光沢がでにくい
化学研磨・電解研磨の≪品質≫
電解研磨は薬品にてステンレスを溶解し光沢はもちろんのこと、微細バリ、コンタミ、イオン残渣などの改善が期待できる為、精密部品、半導体製造装置部品、医療などの分野において利用されています。化学的な研磨の為、μオーダーで膜厚制御が行え、微細部品への処理には非常に有効です。

クリンルーム完備

併設しているクリーンルーム(実数値クラス1000)内にて超純水(17MΩ)での精密洗浄、更に真空梱包までの一貫処理を行える設備を兼ね備えています。
化学研磨・電解研磨≪真空梱包≫
クリーンルーム内において洗浄後の製品を真空にて梱包することで酸化やコンタミなど高品質の維持を保て、最高の製品を提供することができます。
化学研磨・電解研磨
≪検査データ管理≫
LPC(リキッドパーティクルカウンター)、イオンクロマトなどの検査機器を利用することでロット毎のデータ管理の徹底が行えます。
工程
■受入検査
・変形、シミ、キズ、研磨ムラなどを確認
■脱脂処理
・脱脂処理を行い、表面に付着している油分を除去
■洗浄
・脱脂材を完全に除去
■酸洗処理
・溶接部の焼けを必要に応じて除去
■化学研磨処理 (電解研磨処理)
・処理は大きさ・形状・用途により。
■洗浄
・水洗にて残存する薬液などを除去
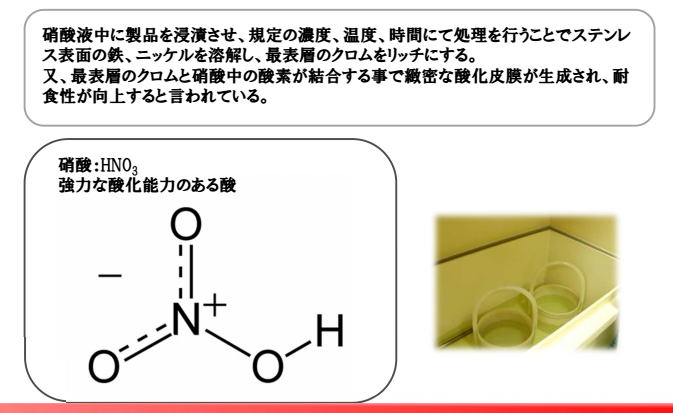
■不動態化処理
・不動態皮膜を安定させるために硝酸液に浸漬
■純水洗浄
・イオン交換水にて洗浄を行い水シミなどの発生を防止
■乾燥
・クリーンエアー乾燥にて不純物の付着防止
■最終検査
・表面上に不純物がないかを確認
・変形、シミ、キズ、光沢ムラなどを検査
■梱包
・クリーンルームによる梱包が可能
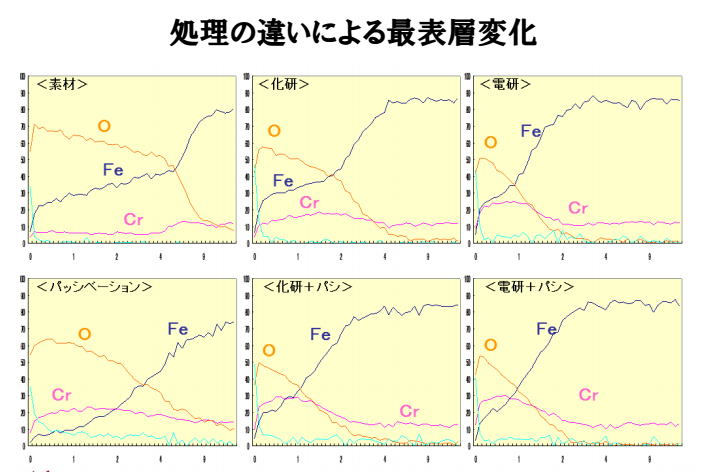
化学研磨後のパシベート処理とは?
化学研磨・電解研磨が求められる業界

バフ研磨+電解研磨

電解研磨だけでは鏡面までの仕上げは難しく、バフ研磨を行い鏡面まで仕上げ表面に付着したバフカスや変質層を電解研磨において取り除く事でよりクオリティーの高い表面状態を提供する事ができます。
内面電解研磨
通常の電解研磨では内面までは研磨されません。 めっきと同じで内面は電気が流れにくい為されたとしても入り口のほんのわずかな部分しか研磨されません。 そこで補助電極を内面や弱電部に通すことで内面までの研磨が可能になります。
処理可能サイズ

電解研磨槽
寸法
1500(横)×400(幅)×300(深)
550(横)×350(幅)×700(深)
揺動装置
FAXにてお見積可能です
ロット数・材質・図面をFAX願います。
FAX番号・・03-3727-5112
お問い合わせフォーム
※お写真のデータ容量が1つ1000KB(1MB)を超えるお写真につきましては、
正常に送信が出来ない場合がございますので、サイズを小さくしてからご利用下さい。
※メッキカスタムコンテストに出場希望の方は、
1.画像 2.イニシャル 3.コメント をお問い合わせ内容に記載の上、送信をお願い致します。
※メッキ加工のお見積はかならず画像を添付の上、お問い合わせください
※電話でのお見積もりはトラブルのもとなので対応しておりません!
※携帯からのお問い合わせは、キャリアの設定でパソコンメールからの受信拒否になっている場合は弊社のアドレス(masaki@nakarai.co.jp)からのメールを受信できるようにしてください
※見積解答は営業日1日~3日程度お時間を頂いておりますが、5日以上解答メールが届かなかった場合は、迷惑フォルダー・受信拒否になっている可能性が高いので、ご確認の上再度メールをお願いいたします。。
対応エリア
北海道 青森県 岩手県 秋田県 宮城県 山形県 福島県 栃木県 茨城県 千葉県 群馬県 埼玉県 東京都 神奈川県 長野県 山梨県 静岡県 新潟県 富山県 石川県 福井県 愛知県 岐阜県 三重県 京都府 滋賀県 奈良県 和歌山県 大阪府 兵庫県 岡山県 鳥取県 島根県 広島県 山口県 香川県 徳島県 高知県 愛媛県 福岡県 佐賀県 長崎県 大分県 熊本県 宮崎県 鹿児島県 沖縄県

史上最鏡セットのご購入はこちらから
メッキングのご購入はこちらから
サビトリキングのご購入はこちらから



メニュー
- 【Q&A】メッキング&サビトリキング
- 【Q&A】よくある質問
- 【トップページ】メッキング&サビトリキング
- 【使用方法】メッキング&サビトリキング
- 【取扱店一覧】メッキング&サビトリキング
- 【取扱店募集】メッキング&サビトリキング
- 【海外販売】メッキング&サビトリキング
- 【骨董品・再生メッキ】100年前の”輝き”蘇る!!
- MEKKING & SABITORIKING
- NAKARAI 商品ラインアップ
- クロム金属はダイエット効果大!
- デコトラ史上”最鏡”を手に入れろ!?
- ハーレーメッキのサビはもう怖くない
- バフ研磨
- ベンツメッキモールの腐食を阻止するには!?【メッキング】がお勧め!
- メッキング&サビトリキング公式ページ
- メッキング購入
- メッキ加工【依頼方法】個人の方
- 内装現場の方【金色メッキ等】
- 化学研磨・電解研磨
- 応募フォーム
- 愛車史上最鏡を手に入れろ
- 愛車史上最鏡を手入れろ!!!
- 旧車史上”最鏡”を手に入れろ!?
- 毎月25名に当たる!
- 雑誌記事
- 電解研磨
- メッキパーツ相談室・【手入れ、錆び、磨き、変色、加工依頼】等のメッキパーツ相談窓口
- メッキパーツお悩み相談室
- 【メッキング・ミガキング・サビトリキング】で愛車史上”最鏡”を手に入れろ!
- 愛車史上”最鏡”を手に入れろ!!!
- メッキ加工の依頼なら
- メッキカスタムコンテスト
- イベント情報
- メッキング【購入】ページ!
- 【メッキ加工】町工場の方
- 会社概要
- お問い合わせ
- LINE見積もり
メッキ加工画像
メッキカスタムコンテスト
 メッキ工房NAKARAI
メッキ工房NAKARAI
- 武川モンキーエンジンクランクケース(未使用)にクロムメッキしました 2022年2月26日武川モンキーエンジンクランクケース(未使用)にクロムメッキしましたhttps://www.nakarai.co […]
- キャブカバーに金メッキしました 2022年2月23日キャブカバーに金メッキしました
- ベンツカブリオレフロントメッシュにクロームメッキした画像をお客様よりいただきました 2022年2月19日メルセデスベンツ Sクラス カブリオレ フロントメッシュグリル センター コーナーにクロムメッキした装着画 […]
- メルセデスベンツ フロントメッシュグリル センター・コーナーにクロムメッキしました 2022年2月9日メルセデスベンツ Sクラス カブリオレフロントメッシュグリル センター・コーナーにクロムメッキしました#ベンツ […]
- レクサスGS350 フォグカバーにメッキしました 2022年2月6日レクサスGS350 フォグカバーにメッキしました#レクサス#フォグカバー#GS350https://www.n […]
- ホンダCB 400FOURフロントフェンダーを補修メッキしました 2022年2月5日ホンダCB 400FOURフロントフェンダーを補修メッキしました。#ホンダ#CB 400FOURhttps:/ […]
- ホンダ cb400four フェンダー補修メッキしました 2022年2月1日CB400four フェンダー補修メッキしました#CB400four#cb400four
- レクサス ナンバープレートにクロムメッキしました 2022年1月26日
- 昭和44年式SR311ガソリン給油口キャップ 補修メッキしました 2022年1月25日昭和44年式SR311ガソリン給油口キャップ 補修メッキしました#SR311#ガソリン給油口キャップ#補修メッ […]
- 1965年CB450 フロントフォークのオイルシール ハウジングを再メッキ 2021年12月20日1965年CB450フロントフォークのオイルシール ハウジングを再メッキされたお客様より素敵なバイク画像ととも […]